 C N
C N E N
E N
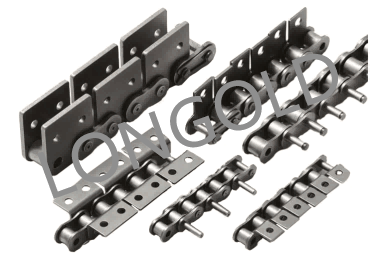



















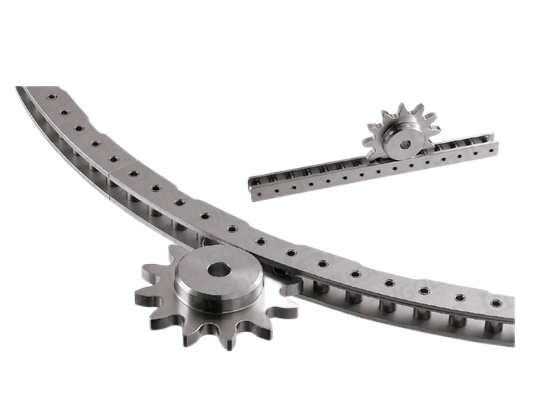





































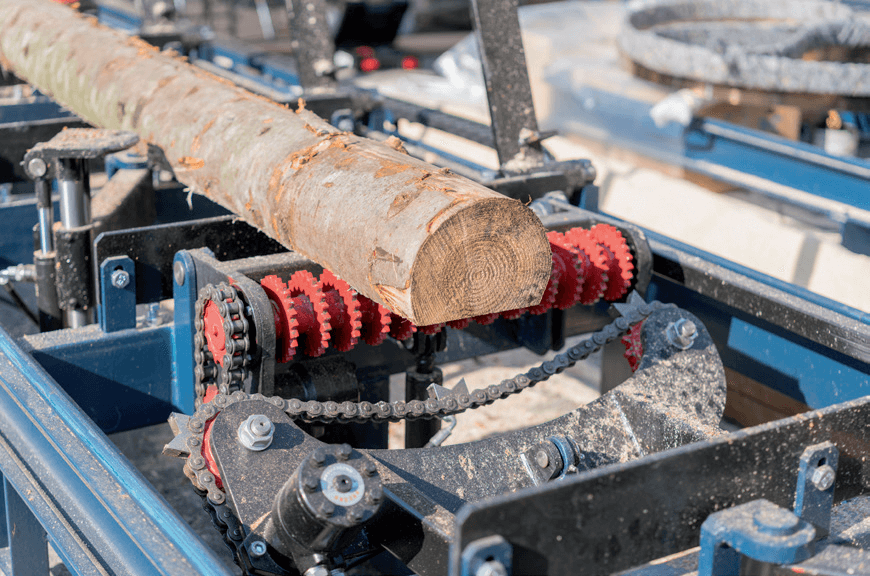

































 木材行业是一个重要的产业,涵盖了从森林资源培育、采伐到木材加工,隆德具有为木材加工行业使用的链条,如输送用的尖齿链、木材输送链以及起重用的板式链、圆环链等。
木材行业是一个重要的产业,涵盖了从森林资源培育、采伐到木材加工,隆德具有为木材加工行业使用的链条,如输送用的尖齿链、木材输送链以及起重用的板式链、圆环链等。
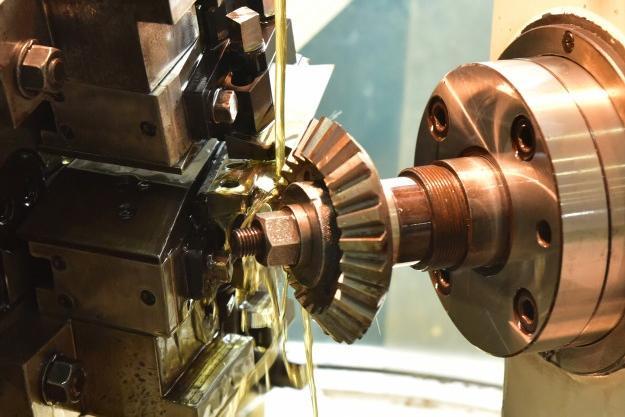
 烟草行业是一个复杂且具有广泛影响力的行业,烟草行业市场规模庞大。我国更是世界上最大的烟草生产国与消费国。对于烟草生产的各种设备,隆德各种标准及非标的高品质滚子链条、输送链以及特种链条在烟草生产设备、运输以及包装设备等都有着广泛的应用。
烟草行业是一个复杂且具有广泛影响力的行业,烟草行业市场规模庞大。我国更是世界上最大的烟草生产国与消费国。对于烟草生产的各种设备,隆德各种标准及非标的高品质滚子链条、输送链以及特种链条在烟草生产设备、运输以及包装设备等都有着广泛的应用。




精益制造 卓越品质
● 遵循ISO、JIS、DIN生产标准。
● 其质量均高于国内同类型产品
● 产品传动能力更高,使用寿命更长。
了解更多
不是所有人都知道本公司是做什么的,但从这里您可以了解到本公司可以实现什么做到什么。
我们提供的产品和服务使全球的设备、机械和车辆保持运转。从中国乃至全世界,无所不及。

● 遵循ISO、JIS、DIN生产标准。
● 其质量均高于国内同类型产品
● 产品传动能力更高,使用寿命更长。
了解更多 ● 领先国内链条产品技术力量
● 强大的研发设计能力
● 先进的制造设备和完善的生产设施
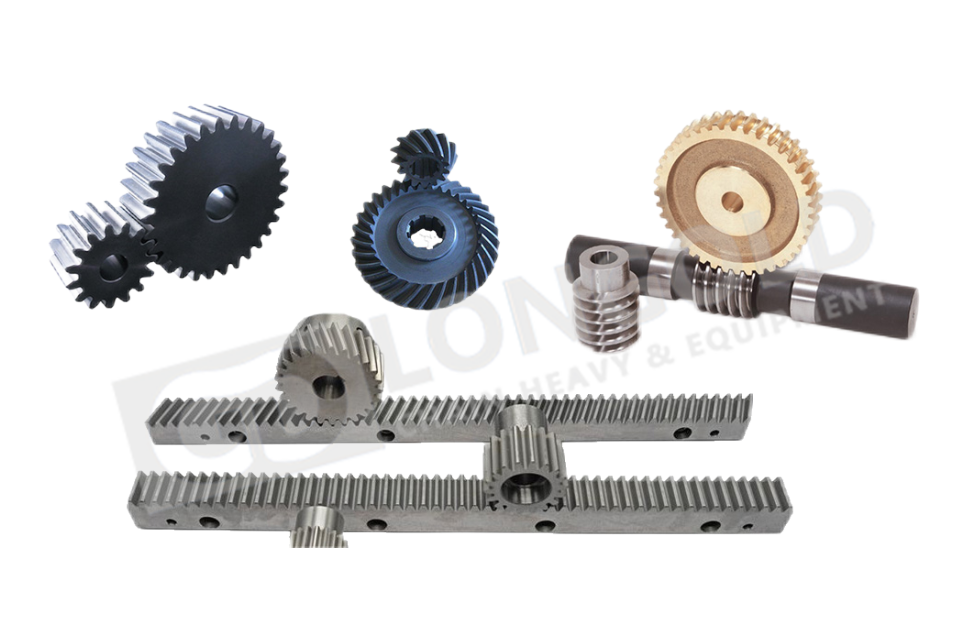
● 提供全行业高品质链条链轮产品
了解更多
● 快速打样,加工周期缩短至15天
● 生产设备齐全,15-30天全国交付
● 生产、装配、测试生产线紧密配合
了解更多
● 严谨的工艺流程
● 精密的零件检验
● 确保交付产品质量
了解更多
● 7*24小时在线客服为您服务
● 提供技术咨询和技术交换
● 配合产品后期的改进优化
了解更多
了解有关longold的产品、活动和展会的最新消息。了解我们如何传动世界,链接你我!

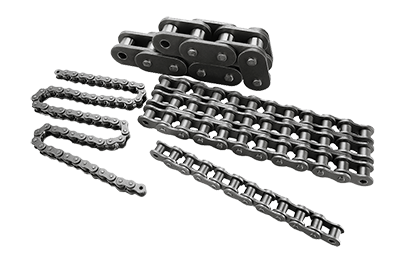
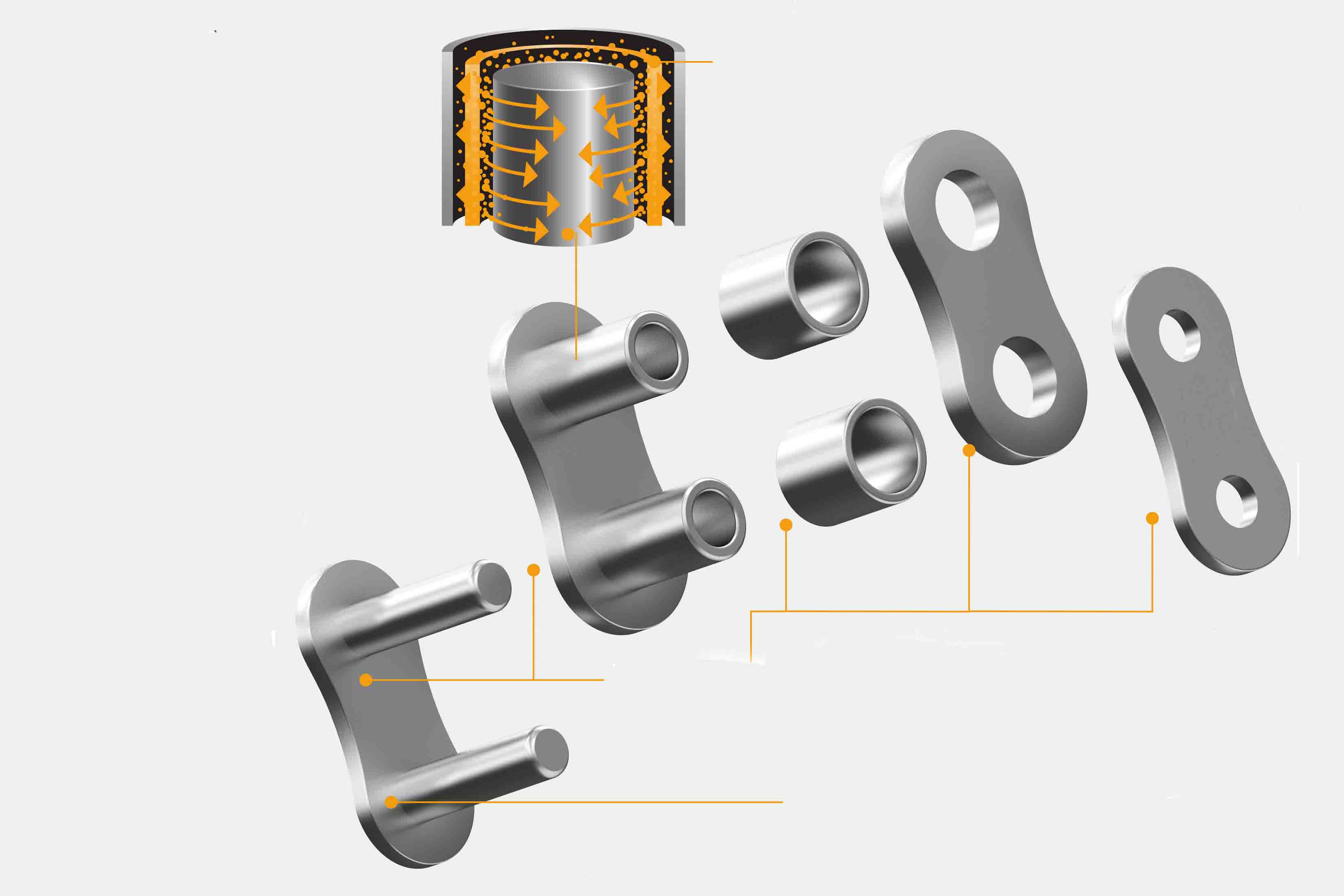
链条的附件形式有很多种,其中最为常见的便是以下四种:
|
||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
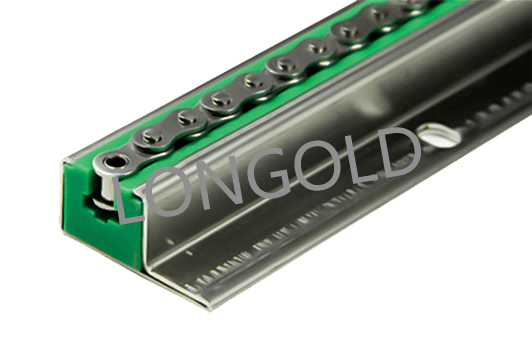
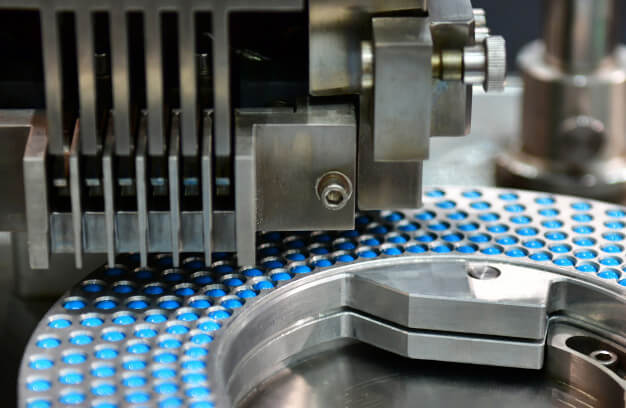
牙膏,作为日化用品,它看似普通,背后却藏着一套复杂且严苛的工业生产逻辑,从原料膏体调配、精准灌装,到封尾、检测、装箱出厂,每一道工序的无缝衔接,都离不开LONGOLD链条的精准赋能。

牙膏生产工序繁琐,膏体粘稠易污染、管体轻薄易移位,对输送包装的稳定性、洁净度、精准度要求极高。
为此,在牙膏的生产输送过程中,既要保证卫生,又要保证输送的稳定性与准确性,我司生产的牙膏输送链摒弃传统输送的弊端,通过采用工程塑料组件+食品级润滑或免润滑全程贯穿生产输送全链路,实现牙膏的自动化无污染的闭环作业。
不同的工厂,不同的工作环境,不同的客户需求,单一型号的牙膏输送链条无法满足不同客户的生产输送需求。
而我司可根据客户需求对牙膏输送链条进行针对性优化设计,可适配不同规格、不同管径的牙膏产品,支持生产线快速切换生产,适配多品类牙膏柔性化生产需求。
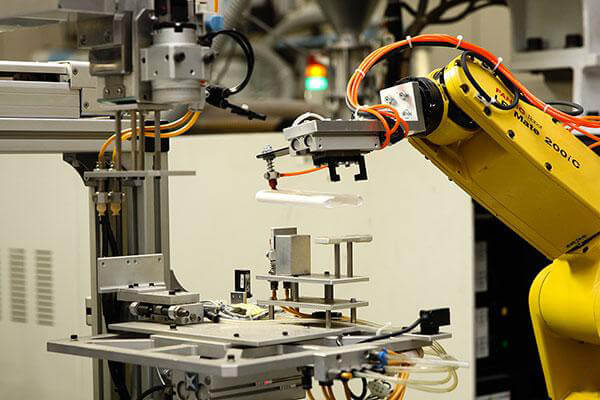
在日化行业规模化、智能化升级的当下,减少人工干预,规避人工转运带来的污染、损耗、效率低下问题,在节省人工成本提升牙膏的产量,是每一家企业都在追求的目标。
生产自动化的核心要点便是输送的稳定性与精确性,而我司生产的链条在出产前都经过专业检测,确保链长精度把控在一定范围内,从而达到稳定的输送精度,让每一批次牙膏的灌装量、封尾品质统一可控,大幅提升产品合格率。
一支小小的牙膏,从原料到成品,每一份洁净与精致,都离不开工业设备的精准护航。看似不起眼的生产输送链条,却是牙膏智能化、洁净化、高效化生产的核心命脉。
以稳定传动守护生产精度,以洁净工艺把控产品品质,以智能赋能助力产业升级,这就是我司生产的牙膏生产输送链条的工业价值!

链条润滑污染,指链条润滑作业中,因润滑油飞溅、滴落、混入杂质、油品劣化或润滑油脂选型不当,进而造成产品受到污染的现象。

常见情况:
1.过量润滑,是指加油过多,链条运转时油滴容易飞溅、滴落,直接污染产品、工件或工作区域。并且,多余的油层还会吸附粉尘、铁屑等,形成油泥嵌入销轴与套筒间隙,造成磨粒磨损。
解决办法:
①减小滴油速度 / 滴油量,从 “连续滴” 改成间歇滴油
②油嘴对准链条内侧零件缝隙处,不要直冲滚子 / 外侧
③加装挡油板、导流板,阻挡油脂飞溅。
2.油型选择错误

是指选用了不适宜的润滑油。例如在对卫生有要求的区域,却依旧选用的是常规的普通润滑油,或者在高温工作区域,却依旧还使用低粘度的润滑油,这些都会导致链条润滑污染的产生。
解决办法:
请致电或留言咨询我司,我司会为您提供合理解决方案。

历史发展
达克罗最早诞生于 20 世纪 50 年代末的美国,由科学家迈克・马丁研制,因能抵抗氯离子侵蚀,被美国军方采纳。
20 世纪 70 年代,日本 NDS 公司从美国引入该技术并改良,随后在日本及其他发达国家迅速发展。
中国于 1994 年从日本引进达克罗技术,最初用于国防工业和汽车零部件,后逐渐推广至多个行业,现代采用水性涂液,生产过程环保。
主要成分
包括超细鳞片状锌粉、铝粉、铬酸等钝化剂、乙二醇等惰性有机溶剂以及纤维素类增粘分散剂。
防腐机理
①屏障效应,锌、铝鳞片层层叠叠,延长了腐蚀介质到达基体的路径;
②牺牲阳极保护,锌比铁活泼,涂层破损时锌优先被腐蚀,保护铁基体;
③钝化作用,无机粘结剂和固化体系形成稳固骨架,使涂层附着牢固。
优缺点
优点: 具有优异的耐腐蚀性能,是传统电镀锌的 7-10 倍; 无氢脆性,适合高强度受力件;可在 300℃高温下长期使用; 涂层与金属基体结合力强,且与有机涂层结合力优异; 涂液渗透性好,能在工件深孔、狭缝等部位形成防护膜;
缺点: 烧结温度高、时间长,能耗大; 表面硬度不高,耐磨性差;颜色单一,主要为银白色和银灰色; 导电性能不好,不宜用于导电连接零件; 与铜、镁等金属接触易产生接触性腐蚀。
润滑,相当于给链条穿上了一层保护衣,良好的润滑能够有效降低链条运作时的磨损,同时使链条的运转在工作的过程中变得更加顺畅。
下面便是几种常见的链条润滑方式:
1.人工润滑

通过使用油刷或者油壶,轻轻将润滑油涂抹或注入到链条上,同时让链条缓慢运动,使链条充分吸收润滑油。
|
优点 |
缺点 |
|
润滑方便,无需准备各种工具,无论在任何地方,都可以随时进行润滑。 |
润滑的效果可能不是非常理想,只适应于小型滚子链条的润滑。 |
2.滴油润滑

滴油润滑是让滴油器的油连续滴在内外链板间隙处,能够起到充分润滑的效果。
| 优点 | 缺点 |
|
设备滴油自动化,每隔一段时间自动滴油润滑,同时还可以进行多排链条的润滑。能够精准地将润滑油送达需要的部位,确保链条的能得到良好的润滑。 |
润滑油消耗会比较快,滴油润滑会随着链条速度的增大而增加润滑油的使用量。 |
3.油浴润滑
这种方式能够让链条充分接触到润滑油,从各个角度进行润滑,可以使润滑的效果达到最佳。
| 优点 | 缺点 |
|
针对一些滴油润滑以及人工润滑难以操作的环境。方便给带有外壳或者在机器内部运作的链条进行润滑。 |
若是链条浸入过浅则会导致润滑不充分。而在链条运作时,链条可能会导致润滑油产生泡沫,链条在运转时产生的温度也可能会传递给润滑油导致油温过热。 |
润滑对不锈钢链条来说非常重要,因而无论采用何种构造型链条,都要采用合理的润滑。完成这项工作的办法有两种:一种是直接润滑,另一种是在清洗后润滑。直接润滑的前提是不锈钢链条自身比较洁净,可直接选用喷灌类润滑油产品对其进行润滑。而不锈钢链条清洗洁净后再润滑,比较合适链条较脏的状况。
输送链条,其按驱动方式来分的话,是可以分为动力滚筒线和无动力滚筒线这两种。按其布置形式来划分,则可以分为水平式、倾斜式和转弯式三种。此外,如果按用户需求来划分的话,是可以有其它或一些特殊种类的。
输送链条是在各类箱包及托盘等件货的输送上,以及一些小件及不规则物品的输送上。不过,对于单件重量较大的物品,也是可以进行输送的,因为它能够承受较大的冲击载荷。
输送链条多久需要维护一次?
如果长时间不对输送链条进行维护的话,将会导致其故障率增高、使用寿命缩短等问题。输送链条的日常维护一般分为一级维护和二级维护,这里就给大家具体介绍一下。
1、输送链条在正常使用过程中,由于正常或意外磨损,以及输送链条在运行过程中出现的各种异常现象,必须立即停止使用,及时报修,才能避免重大事故发生。非专业维修人员或未经专业维修人员允许,不可自行维修。
2、在维修电路的时候,可要求链条生产线负责人指派人员在电箱处守候,防止他人开启输送链条,同时要挂起警示牌。同时,必须关闭电源 才能进行维修,不可带电操作。
3、机器长期存放时,输送链条应拆下用煤油或柴油清洗干净,然后涂上机油或黄油存放在干燥处,以防锈蚀。
4、输送链条在工作中应及时加注润滑油。润滑油必须进入滚子和内套的配合间隙,以改善工作条件,减少磨损。